











Offriamo un servizio di progettazione e produzione di stampi a iniezione, con oltre 20 anni di esperienza nel settore. Seguiamo tutti i progetti dal flusso di lavoro DFM a quello PFM per garantire la qualità del prodotto, dalla progettazione degli stampi, all'analisi del flusso di lavoro, alla revisione delle lavorazioni per stampo, fino a una serie di report di prova per garantire il corretto funzionamento della produzione. Siamo orgogliosi del nostro flusso di produzione stampi, della garanzia di qualità del prodotto, della puntualità nelle consegne e del nostro team di ingegneri professionisti a supporto dei vostri progetti, per renderli semplici e comodi.
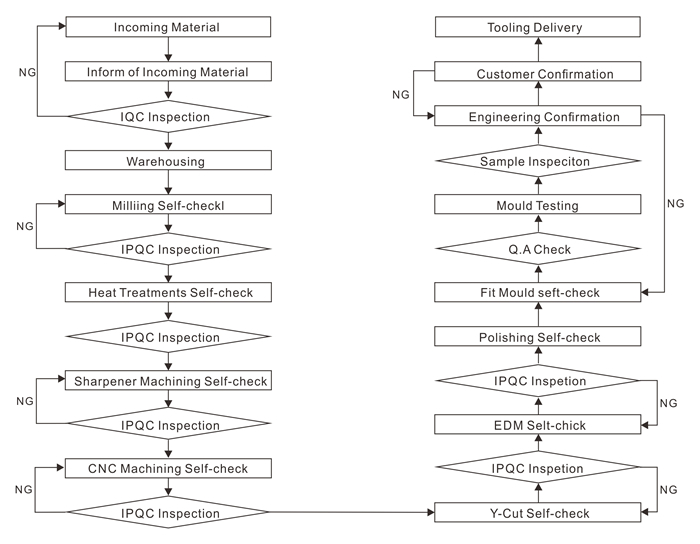
Reparto di produzione stampi e procedura del sistema di qualità
Linee guida per la progettazione di stampi in plastica
Misurare
Il contorno massimo del pezzo stampabile è di circa 480 mm (18,9 pollici) x 751 mm (29,6 pollici), ovvero circa l'equivalente di 1.129 cm² (175 pollici quadrati). Il volume massimo del pezzo è di circa 59 pollici cubi (59 pollici cubi). Profondità fino a 101 mm (4 pollici) dalla linea di separazione con 3 gradi di sformo, o fino a 202 mm (8 pollici) totali se la linea di separazione può attraversare il centro del pezzo, sia all'interno che all'esterno. I pezzi più profondi sono limitati a un contorno più piccolo.
Bozza
Una rastremazione applicata alle facce del pezzo che impedisce loro di essere parallele al movimento di apertura dello stampo è chiamata sformo. Questo impedisce che il pezzo venga danneggiato a causa di raschiature durante l'espulsione dallo stampo. Sformo consigliato:
Si consiglia vivamente di mantenere un'inclinazione di 0,5 gradi su tutte le superfici verticali.
2 gradi funzionano molto bene nella maggior parte delle situazioni.
3 gradi è il minimo per uno spegnimento (metallo che scorre su metallo).
Per una consistenza leggera (PM-T1) sono necessari 3 gradi.
Per una consistenza pesante (PM-T2) sono necessari 5 o più gradi.
Tolleranze
In genere, Proto Labs è in grado di mantenere una tolleranza di lavorazione di ±.003 pollici (0,08 mm) con una tolleranza della resina inclusa che può essere maggiore ma non minore di ±.002 pollici/pollice (0,002 mm/mm).
Spessore della parete
Nel caso di parti stampate a iniezione, il rispetto del corretto (e uniforme) spessore delle pareti aiuta a evitare potenziali problemi come segni di ritiro e deformazioni. Gli spessori consigliati variano a seconda del materiale:
| Resina | Pollici |
| ABS | 0,045 - 0,140 |
| Acetale | 0,030 - 0,120 |
| Acrilico | 0,025 - 0,500 |
| Polimero a cristalli liquidi | 0,030 - 0,120 |
| Plastica rinforzata con fibre lunghe | 0,075 - 1,000 |
| Nylon | 0,030 - 0,115 |
| Policarbonato | 0,040 - 0,150 |
| Poliestere | 0,025 - 0,125 |
| Polietilene | 0,030 - 0,200 |
| solfuro di polifenilene | 0,020 - 0,180 |
| Polipropilene | 0,025 - 0,150 |
| Polistirolo | 0,035 - 0,150 |
| poliuretano | 0,080 - 0,750 |
Finitura superficiale: Proto Labs offre diverse finiture standard per i pezzi stampati a iniezione. Le nostre finiture attuali includono finiture non estetiche, a basso impatto estetico e per elettroerosione a tuffo; testurizzazione con micropallinatura e lucidatura di stampi di alta qualità.
Finiture standard (dalla meno alla più costosa):
| PM-F0: | Non cosmetico: finitura a discrezione di Protomold |
| PM-F1: | Poco estetico: la maggior parte dei segni degli utensili sono stati rimossi |
| PM-F2: | Non cosmetico: discrezione Protomold, finitura EDM e/o segni di utensili consentiti |
| SPI-C1: | Pietra abrasiva a grana 600, 10-12 Ra |
| PM-T1: | Texture Protomold, SPI-C1 seguita da leggera microsabbiatura |
| PM-T2: | Texture Protomold, SPI-C1 seguita da microsabbiatura media |
| SPI-B1: | Carta abrasiva a grana 600, 2-3 Ra |
| SPI-A2: | Grado n. 2 Diamante Buff, 1-2 Ra |
"PM" nella tabella indica una finitura superficiale adatta al processo di stampaggio a iniezione rapida, mentre SPI (The Society of the Plastics Industry) indica una finitura standard del settore.
Raggi
Poiché Proto Labs utilizza un processo di fresatura CNC automatizzato per realizzare lo stampo per i vostri pezzi, alcuni angoli dei pezzi finiranno con un raggio anziché con un bordo affilato. Questo di solito non richiede modifiche al modello, ma il progettista viene informato di questi raggi prima della realizzazione dello stampo.
perni di espulsione
Il processo di stampaggio a iniezione di Proto Labs utilizza perni di espulsione di varie dimensioni per espellere il pezzo in plastica dallo stampo dopo la solidificazione. Le dimensioni e la disposizione di questi perni vengono selezionate per ridurre al minimo l'impatto sulla progettazione del pezzo. Le dimensioni dei perni di espulsione variano da 1,6 mm (0,063 pollici) a 12,7 mm (0,5 pollici), con preferenza per dimensioni superiori a 1,6 mm (0,063 pollici).
Sottosquadri
Il nostro processo di stampaggio supporta semplici sottosquadri nella geometria del pezzo. Dimensioni massime del nucleo laterale:
| Larghezza | Altezza | Tiro |
| ≤ 8,419 pollici | ≤ 2,377 pollici | ≤ 2.900 pollici |
| ≤ 213,84 mm | ≤60,38 mm | ≤73,66 mm |
Materiali
Proto Labs dispone di centinaia di resine termoplastiche per stampaggio a iniezione che offrono una varietà di vantaggi per numerose applicazioni e settori. Consulta l'elenco completo dei materiali.
- ABS
- ABS/PC
- Acetale
- Copolimero acetalico
- Omopolimero di acetale
- ETPU
- HDPE
- LCP
- LDPE
- LLDPE
- Nylon 6
- Nylon 6/12
- Nylon 66
- PBT
- PC/PBT
- SBIRCIARE
- Isola del Principe Edoardo
- ANIMALE DOMESTICO
- PETG
- PMMA
- Policarbonato
- Polipropilene
- PPA
- DPI/PS
- PPS
- PS
- Alimentatore
- SB
- TPE
- TPU
- TPV






