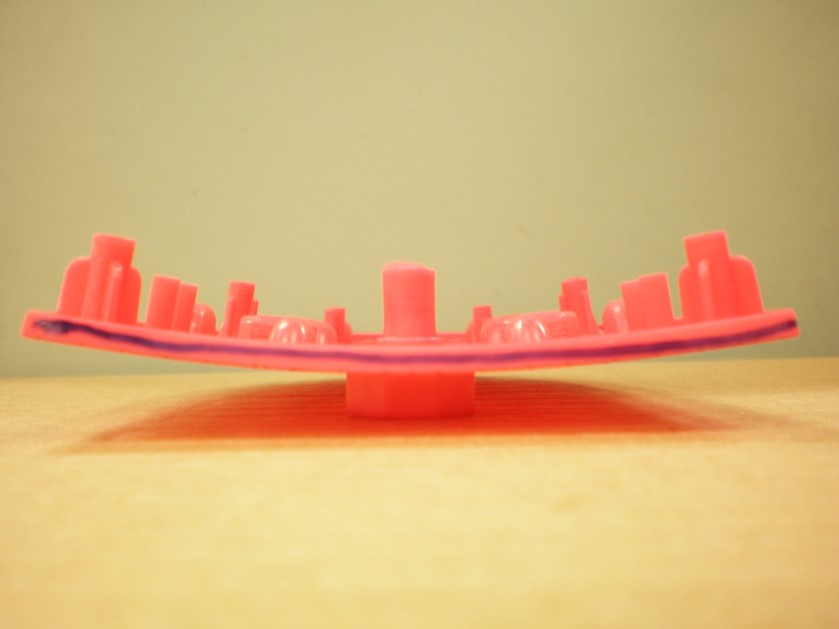
Deformazione del prodotto
il motivo:
1. Il design del prodotto non è ragionevole.
2. Il prodotto è troppo denso.
3. Raffreddamento non uniforme.
4. La pressione di iniezione è troppo alta.
5. La progettazione dell'acqua in entrata non è ragionevole: le diverse direzioni del flusso si restringono in modo diverso.
6. Troppi sottosquadri.
7. Il ditale non basta.
8. La cavità dello stampo è troppo calda.
9. Inversione del riempimento del materiale.
10. Scelta irragionevole dei materiali.

Soluzione:
1. Aumentare il tempo di raffreddamento.
2. Aumentare il tempo di mantenimento.
3. Aumentare o diminuire la pressione di iniezione.
4. Aumentare o diminuire la temperatura dello stampo.
5. Impostare diverse temperature dello stampo anteriore e posteriore in base alla direzione di deformazione del prodotto (la deformazione tende verso il lato con temperatura dello stampo più elevata)
6. Utilizzare una pressione di mantenimento multistadio, impostando la pressione di mantenimento da alta a bassa o da bassa ad alta.