Come accennato, quando la massa fusa viene raffreddata senza riempire la cavità dello stampo, oppure non si riempie completamente dopo essere entrata nella cavità, si parla di stampaggio a iniezione a iniezione corta.
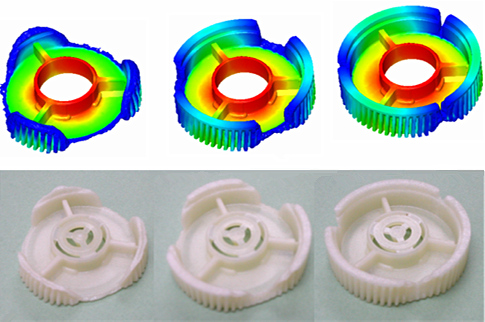
Analizziamo le cause dell'iniezione insufficiente. Oggi parliamo di come migliorare l'iniezione insufficiente.
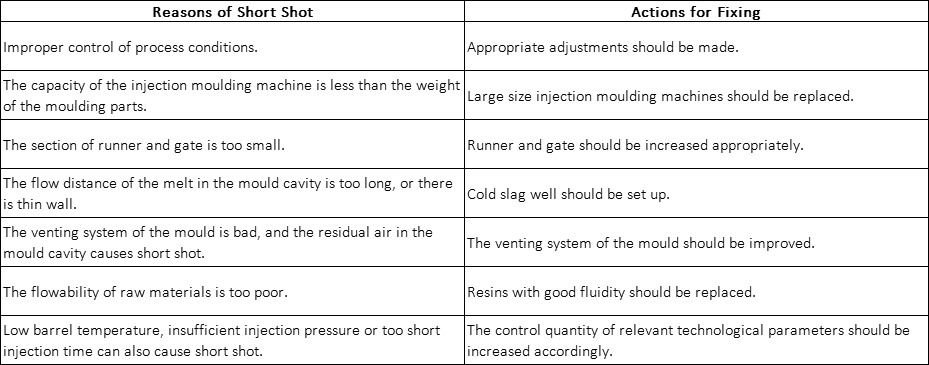
Di seguito sono elencati i punti di controllo per i tiri brevi:
1) Controllo improprio delle condizioni di processo.
2) La capacità della macchina per stampaggio a iniezione è inferiore al peso delle parti da stampare.
3) La sezione del pattino e del cancello è troppo piccola.
4) La distanza di flusso del materiale fuso nella cavità dello stampo è troppo lunga oppure c'è una parte con parete sottile.
5) Il sistema di ventilazione dello stampo è difettoso e l'aria residua nella cavità dello stampo provoca una stampata corta.
6) La scorrevolezza delle materie prime è troppo scarsa.
7) Anche una bassa temperatura della canna, una pressione di iniezione insufficiente o un tempo di iniezione troppo breve possono causare un'iniezione corta.
Le azioni per fissare il tiro corto di conseguenza: